意機(jī)械")
械")
熱門關(guān)鍵詞: 圓木多片鋸 方木多片鋸 清邊分片鋸 圓木斷料鋸 圓木推臺(tái)鋸 邊皮多片鋸 拼板熱壓機(jī) 梳齒對(duì)接機(jī)
傳真:0763-5383627
QQ:137454305
郵箱:137454305@qq.com
地址:清遠(yuǎn)市清新區(qū)太和鎮(zhèn)飛水開發(fā)區(qū)創(chuàng)意智能工業(yè)園
1:多片鋸是多個(gè)鋸片組合后機(jī)加工,而單片鋸是單個(gè)鋸片作業(yè),單個(gè)作業(yè)的鋸片一般要求不是很高,即時(shí)質(zhì)量稍差一點(diǎn)也沒太大影響;而多片鋸卻不一樣,對(duì)鋸片的要求比較高,但凡使用多片鋸一般都要求比較省木材,鋸路小,鋸片溥,光潔度高等特點(diǎn)!
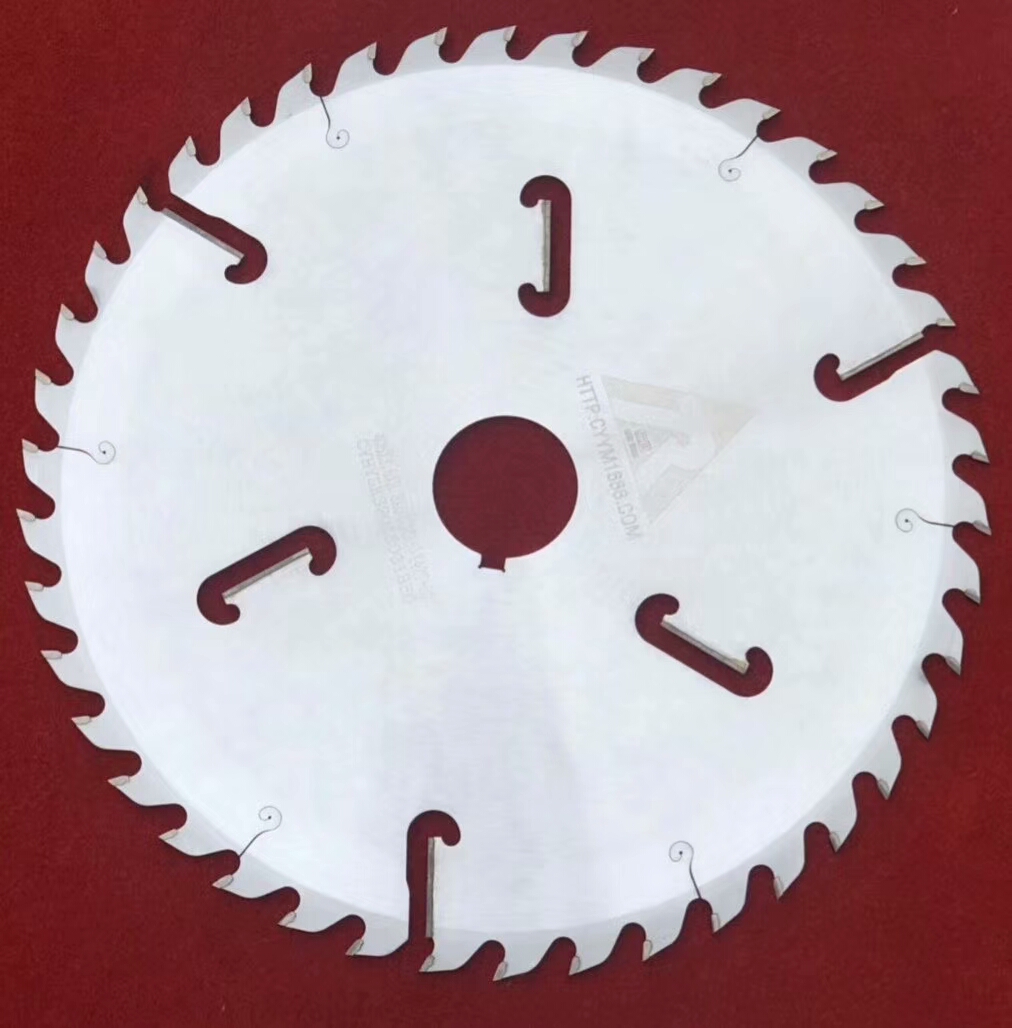
2:鋸片孔,一般情況分為散熱孔和消音孔;散熱孔--鋸片由于在高轉(zhuǎn)速條件下工作,鋸體很容易因發(fā)熱而導(dǎo)致變型;消音孔--減少鋸片在工作中產(chǎn)生的噪音!
多片鋸為什么燒鋸片?怎樣選用多片鋸鋸片?
燒鋸片的原因可能是:
1、散熱不好。買鋸片0好用帶散熱孔的,或者可以加水或者其他冷卻液降低溫度。
2、齒數(shù)太多。多片鋸安鋸片較多,阻力太大,齒越多阻力就越大,就越容易燒鋸片。
3、排泄不暢。鋸屑不容易排出也會(huì)造成局部太熱,設(shè)備一定要有良好的排泄系統(tǒng)。
4、原材料。刨花板本來就是非常不容易鋸的。如果刨花板質(zhì)量太差,雜質(zhì)太多也就容易燒鋸片。
∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝

1、主鋸片太鈍,鋸齒太少
2、主鋸片高出板材太少
3、板材質(zhì)量太差,會(huì)很快鈍鋸片
4、重新更換鋸片
5、升高主鋸片
6、選用雜質(zhì)少、質(zhì)量高的板材
(二)、出現(xiàn)下面爆邊(鋸后的板材)
1、副鋸片太鈍
2、副鋸寬度不夠、太窄
3、主、副鋸片中心線不重合
4、重新更換鋸片
5、換鋸片或增加鋸片厚度
6、重新調(diào)整副鋸左右位置
(三)、有燒焦的痕跡(鋸后板材上)
1、合金鋸片太鈍,鋸片上鋸齒太多
2、轉(zhuǎn)速過高或進(jìn)料太慢
3、更換鋸片,選擇適當(dāng)?shù)匿徠?br style="margin: 0px; padding: 0px; max-width: 100%; box-sizing: border-box !important; word-wrap: break-word !important;" />
4、選擇適當(dāng)?shù)霓D(zhuǎn)速和進(jìn)料速度
(四)、在鋸切時(shí)有工件被副鋸頂起來的現(xiàn)象
1、副鋸片太鈍
2、副鋸片升得太高
3、更換鋸片
4、適當(dāng)降低副鋸片高度
(五)、中間貼面板爆邊
1、板材較厚,每塊微彎不平整,上下面互疊一起后產(chǎn)生縫隙
2、機(jī)械壓料的氣缸壓力不夠
3、工件板面有條紋(凹凸)也會(huì)爆邊
4、工作鋸切時(shí)少壓2-3塊板材
5、鋸切板材時(shí)進(jìn)刀速度適當(dāng)調(diào)慢適切承認(rèn)
6、檢查鋸片是否不鋒利,及時(shí)修磨刃口
∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝
很多客戶都需要合金鋸片的光潔度達(dá)到鏡面的效果,這不僅在于外觀漂亮,更能減少合金與產(chǎn)品的摩擦,從而讓合金鋸片更耐磨。
下面是鋸片工廠從實(shí)際的工作中,總結(jié)出了以下幾點(diǎn)影響合金鋸片光潔度的因素:
1. 砂輪的粒度:一般來說,合金鋸片的研磨會(huì)分為兩道或三道工序來完成,前面都為粗磨,0后一個(gè)工序?yàn)榫ィ拜喌牧6仍礁撸f明金剛砂的顆粒越細(xì),磨出來的紋路自然就更細(xì),肉眼看到的產(chǎn)品就會(huì)更光亮。
2. 砂輪的轉(zhuǎn)速:砂輪的轉(zhuǎn)速越高,跟合金鋸片的瞬間摩擦?xí)r間就會(huì)越短,在合金鋸片上面形成紋路的機(jī)會(huì)就越小。
3. 研磨液的濃度:在合金鋸片的加工過程中,研磨液屬于一種輔助材料,但是如果濃度太低,或是稠度太高,也會(huì)影響合金鋸片的光潔度。
4. 合金鋸片的合金是由許多大大小小的顆粒組成,顆粒越細(xì),顆粒之間的間隙就越小,產(chǎn)品的致密性也就越好,在拋光的時(shí)候也就越容易拋光。
∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝
1、裝置鋸片 首先測(cè)量鋸片外徑與中心孔,選好定心墊圈,然后把鋸片裝到鋸片座上,再把鋸片座的滾紋螺帽鎖緊,然后放松鋸片座鎖緊螺絲,再移動(dòng)鋸片座,使鋸片外徑之尺寸與鋸片座對(duì)應(yīng)刻度對(duì)齊,再把螺絲鎖緊。 如果鋸片已斷齒或做新齒時(shí),必須使用導(dǎo)磨片。一般而言,使用導(dǎo)磨片比較容易研磨,應(yīng)該盡可能使用導(dǎo)磨片。
2、圓鋸片旋轉(zhuǎn)松緊調(diào)整 如果鋸片的旋轉(zhuǎn)沒有適當(dāng)?shù)乃删o,此時(shí)鋸片的前進(jìn)位移會(huì)不準(zhǔn),因此當(dāng)鋸片安裝好后,以左手反時(shí)針方向旋轉(zhuǎn)圓鋸片,試其旋轉(zhuǎn)之松緊,如果松緊不當(dāng),用M17開口扳手調(diào)整防松螺帽,使鋸片的旋轉(zhuǎn)松緊適當(dāng)。松緊的原則,以能消除鋸片旋轉(zhuǎn)的慣性及砂輪的沖擊即可,不要太緊。
3、鋸片厚度調(diào)整 為使鋸齒的研磨能上下平均,砂輪的中心和鋸片的厚度中心應(yīng)成一直線。
4、切削角調(diào)整 由于鋸片所要切削的材料經(jīng)常有變化,所以要根據(jù)被切削材料的材質(zhì)來選擇適用的切削角。切削角的調(diào)整方法是,先放松夾緊座螺絲,然后旋轉(zhuǎn)鋸片座基座至所要的切削角度,再鎖緊夾緊座螺絲。
5、齒型變換 一般常用有兩種齒型,一是三角齒、二是曲線齒、研磨前應(yīng)決定好齒型。轉(zhuǎn)換齒型應(yīng)在機(jī)器運(yùn)轉(zhuǎn)時(shí),以L型板手變換齒型變換鈕,選擇所要研磨的齒型。
6、高低齒差 研磨前應(yīng)決定是否磨高低齒,如要磨高低齒則調(diào)整高低齒差調(diào)整桿至需要的刻度。
∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝

硬質(zhì)合金鋸片由鋸板和硬質(zhì)合金鋸齒兩部部組成。硬質(zhì)合金鋸齒目前基本上是進(jìn)口的,優(yōu)質(zhì)鋸片所用的合金顆粒較厚、較大,因?yàn)檫@樣的合金鋸齒可經(jīng)多次刃磨,使用壽命長,硬質(zhì)合金的焊接質(zhì)量也十分重要,焊縫要薄并且均勻,這樣鋸齒上能承受更大的切削力。
鋸片鋸板的質(zhì)量是十分重要的。因?yàn)殇徠{(diào)整旋轉(zhuǎn),它既要傳遞切削力又要保持工作的穩(wěn)定性。優(yōu)良的鋸片不僅具有靜態(tài)幾何尺寸和度,更重要的是它的動(dòng)態(tài)特性。當(dāng)鋸片連續(xù)切削時(shí),合金鋸齒切削所產(chǎn)生的熱會(huì)傳導(dǎo)給鋸板,使鋸板的溫度升高,優(yōu)質(zhì)的鋸板在這種情況下還能保持表態(tài)的精度,而質(zhì)差的鋸片就會(huì)發(fā)生鋸板翹曲,影響鋸切精度。鋸板的動(dòng)態(tài)穩(wěn)定性對(duì)于幾片鋸片成組使用的精況尤為重要。當(dāng)多片鋸設(shè)備使用一組不穩(wěn)定的鋸片又如何能保證縱向開料的質(zhì)量。鋸板和刀頭是優(yōu)質(zhì)鋸片不可分割的組成部分。
∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝∝
1、硬質(zhì)合金圓盤鋸片的合金頭具有鋒利且敏感的刃口,因此在鋸片的移動(dòng)、安裝及拆卸過程中,必須小心保護(hù)合金頭免受損傷。
2、定期檢查機(jī)器主軸的徑向跳動(dòng)(±0.02mm),以及擺幅(±0.01mm).
3、鋸片安裝前必須清除主軸及法蘭盤上的雜物。法蘭盤表面應(yīng)平整、干凈與軸相互垂直相交。
4、、使用盡可能0大的法蘭盤能使鋸片的運(yùn)轉(zhuǎn)更加平穩(wěn),法蘭盤大小要一致,法蘭盤大小為鋸片直徑1/3(薄型鋸片宜采用1/2D的法蘭盤)鋸切效果更佳(特別是薄型鋸片)。
5、鋸片在安裝平穩(wěn)后應(yīng)空轉(zhuǎn)30秒,在確定一切正常后再開始切削工作。
6、鋸片在安裝時(shí)法蘭盤螺母一定要松緊適中,過松鋸片在旋轉(zhuǎn)切削時(shí)將會(huì)打滑,過緊鋸片會(huì)有內(nèi)傷或變形影響切削效果。
7、鋸片在切削前操作者必須帶好防護(hù)用品(防護(hù)眼鏡、防塵口罩、安全帽、防護(hù)手套)并檢查鋸機(jī)防護(hù)罩是否完好。
8、有下列情況時(shí),需及時(shí)修磨
a)鋸切質(zhì)量不再符合要求時(shí)b)當(dāng)機(jī)床的能耗明顯增大時(shí)
c)切削材料的邊緣有明顯爆口時(shí)候d)合金刃口磨損達(dá)到0.2mm時(shí)
及時(shí)修磨是非常重要的,因?yàn)椴讳h利的鋸片在工作時(shí),鋸身會(huì)發(fā)熱,同時(shí)造成馬達(dá)負(fù)荷過大,減少鋸片的使用壽命。在應(yīng)當(dāng)修磨的時(shí)候繼續(xù)切削,每增加10%的切削量,會(huì)帶來額外50%的合金損傷,縮短鋸片使用壽命。
9.必須經(jīng)常性清除聚集在鋸齒及鋸板側(cè)面的樹脂、碎屑等雜物,因?yàn)檎持锊粩嗬塾?jì),會(huì)增大阻力,造成高耗能(極端情況下,會(huì)造成機(jī)器馬達(dá)的燒毀)以及粗糙的切削質(zhì)量。如果同時(shí)刃口較鈍,就有可能造成鋸齒的損傷。
10.清洗時(shí)應(yīng)避免使用腐蝕性溶劑,鋸片長時(shí)間不使用時(shí),應(yīng)清洗刃磨,打油作防銹處理后,放在原裝的紙盒內(nèi)再妥善放置 。
11.采用精密、穩(wěn)定無震動(dòng)的磨刃機(jī),以及合適的金剛石砂輪。按照規(guī)定的操作程序來修磨合金頭,將會(huì)延長鋸片的使用壽命,請(qǐng)勿采用手工操作的刃磨設(shè)備。
刃磨時(shí)注意嚴(yán)格按照BLOG樣本中原規(guī)格型號(hào)的幾何設(shè)計(jì)來修磨。
所選金剛石砂輪請(qǐng)參照以下
a)建議使用濕式修磨(乳濁液冷卻劑)b)建議進(jìn)給速度1-2mm/秒
c)必須采用D500目以上砂輪及全自動(dòng)機(jī)器修磨,否則會(huì)對(duì)鋸齒造成損傷
d)在條件允許的情況下,建議前后角同時(shí)研磨。
?
產(chǎn)品中心 圓木多片鋸 方木多片鋸 清邊分片鋸 圓木斷料鋸 圓木推臺(tái)鋸 邊皮多片鋸 拼板熱壓機(jī) 梳齒對(duì)接機(jī) 磨齒機(jī) 修邊鋸 其他
網(wǎng)站導(dǎo)航 資訊中心 品牌文化 聯(lián)系我們 多片鋸 合金鋸片 研磨機(jī)械 頭條新聞 解決方案 新聞中心 研磨資訊
聯(lián)系我們 Copyright ? 創(chuàng)意智能科技有限公司 聯(lián)系電話:+86-18926679991 傳真號(hào)碼:0763-5383627郵箱:137454305@qq.com地址:廣東省清遠(yuǎn)市清新區(qū)太和鎮(zhèn)飛水開發(fā)區(qū)創(chuàng)意智能工業(yè)園 備案號(hào):粵ICP備18087348號(hào)

意智能科技微信客服") 添加微信客服
添加微信客服意手機(jī)二維碼") 查看手機(jī)網(wǎng)站
查看手機(jī)網(wǎng)站





斷料鋸")